
銅管在制冷空調中至關重要,影響著空調的整體使用效果。上一期,我們結合實例分享了一篇有關空調制冷銅管最容易出現的3大問題,本期我們就來看空調銅管的生產加工。

銅管和換熱器
銅管是制冷裝置的重要原材料,它主要有兩種用途:①制作換熱器。如常用的蒸發器、冷凝器,俗稱“兩器”;②制作連接管道和管件。不管那種用途,它都是制冷劑的通道,其作用十分重要。一方面要求銅管生產企業提供優質的銅管,另一方面要求空調制冷企業妥善地使用銅管。
銅管選材
1、銅管分類及選材
- 銅管可以按形狀分為形管和圓管。而形管又可以分為橢圓管、方管、矩形管、三角管、六角管、滴形管、五邊管、外方內圓管、螺旋管、內肋管、外肋管、梅花管等等。
- 銅管按生產方法和性能分為擠制管、拉制管、焊接管、軟管、半硬管。銅管可以按照合金成分為紫銅管、黃銅管、青銅管、白銅管。
- 按照用途分為冷凝管、空調管、散熱管、波導管、制氧機管、航天管、天線管等。
不同的制冷空調系統對銅管會有不同的要求。
比如在多聯機系統,R410A環保冷媒銅管的選材標準就比較高:
銅質要求:選用紫銅管,銅含量99.95%以上。
壁厚要求:家用中央空調R410A冷媒銅管最低壁厚要求。
2、當前銅管對外供貨狀態
銅盤管:主要用于兩器主管、連接管、管件等。特點:運輸方便,用戶在使用的過程中不受長度的限制。
蚊香盤:主要用于維修市場。特點:使用方便。
直條管:主要用于中央空調、連接管。特點:運輸不便,使用中有長度的局限性。
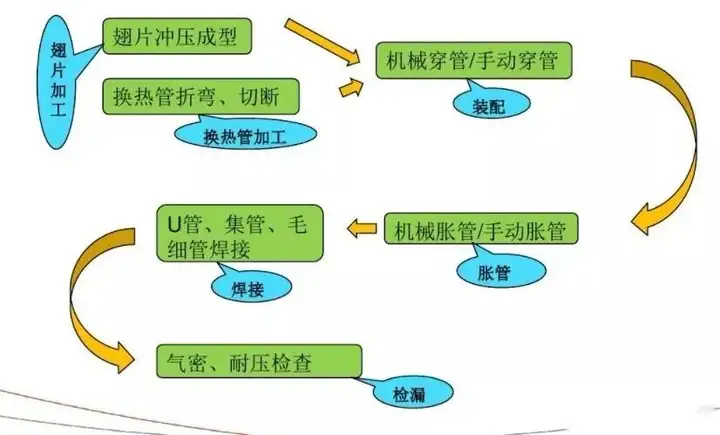
兩器用銅管加工工藝流程
1、擠壓工藝流程
銅管的擠壓工藝解說:擠壓工藝的定義是銅胚管通過銅管擠壓機對其進行擠壓成型,從而使銅管的密度分布更加的均勻、壁厚同時也分布的很勻稱,從而達到更強的抗壓能力性能。
2、鑄軋生產工藝流程
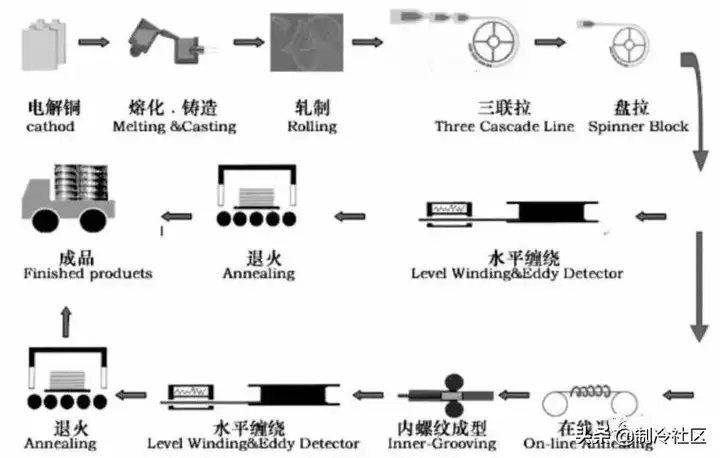
鑄軋生產工藝流程圖
銅管連鑄連軋工藝解說:連鑄連軋工藝的定義是連續鑄造連續軋制,從而把高溫下燒化的液體銅倒入連鑄機中軋制出銅坯(稱為連鑄坯),后續不經過冷卻,直接在均熱爐中保溫一定時間之后直接進入熱連軋機組中軋制成型的銅軋制工藝。連鑄連軋工藝它能巧妙地把鑄造和軋制兩種工藝組合運用起來,和以前的傳統的先鑄造出銅坯后經加熱爐加熱再進行軋制的工藝具有簡略化工藝、減少勞動力、增加金屬收獲率、節約材料、增強連鑄坯質量、生產出節能環保銅產品,直接一步實現了機械化、程序化和自動化的優點。

兩種生產工藝的比較
3、銅管上引法工藝流程
銅管上引法工藝解說:上引法連鑄銅管的原始特征是“無氧”,即含氧量在10ppm以下,電解銅經高溫熔化成銅液體轉換,硬化成型后的整個工藝過程中,采用木炭還原和鱗片石墨覆蓋、隔氧等工藝手法。氧氣在熔化的銅液體中是以氧化銅和氧化亞銅的新式存在,木炭在高溫的作用下,可以自行脫氧,使其含氧量小于10ppm。在化學反應過程中產生的CO保護氣體和鱗片石墨的隔氧作用,石墨在結晶過程中不再被氧化,從而達到上引法工藝的效果。
在這里,把空調銅管加工工藝流程和換熱器生產工藝進行下對比。
銅管加工技術要求及方法
1、銅管加工的技術要求如下:
(1)管路的加工按設計圖紙進行,形狀、尺寸應符合設計要求。
(2)斷口處直徑改變應在銅管標準直徑的2%以內,且斷口不允許有飛邊,毛刺。
(3)管件要脫油、去污、無銅屑,內外表面光潔,不許有油污、傷痕、氧化皮。
(4)焊接過程必須充氮保護,焊后用2.8~3.0MPa的干燥壓縮空氣吹凈內部。
2、銅管加工的方法內容如下:
(1)對各種精密細小管精密截斷加工。
(2)對各種精密細小管截斷端面磨尖加工。
(3)對各種精密細小管擴口收口加工。
(4)對各種精密細小管折彎成型加工。
(5)對各種精密細小管側面削面加工。
(6)對各種精密細小管焊接組裝拋光加工。
(7)對各種精密細小管進行分級壓縮膨脹加工。
(8)對各種管狀產品多工位拉伸成型制品。
(9)對管件多孔位壁面空制品。
3、銅管加工之下料、去毛刺的設備及操作要求:
(1)使用工具:割管刀,有效直尺,定位塊根據圖紙要求的尺寸和管徑,用直量取相應的長度,放置定位塊。
(2)銅管需定位固定后,再用割刀拆下,要保證割口平齊,不變形。
(3)操作中,不允許戴手套,但去毛刺可以戴手套操作,防止毛線進入銅管。
(4)切割過程中,銅管均勻進給,以保證管口圓滑。
(5)當管徑小于(等于)Φ12mm,可多根(不多于10根)一起下料;當管徑大于Φ12mm,或長度小于60mm的銅管必須單獨進行下料。
(6)下料后必須對端口去毛刺,去毛刺采用鐵絲砂輪機,應根據不同管徑調整變頻器的大小以控制機轉速。具體可見下表1:
(7)去毛刺后,必須用2.8~3.0MPa的干燥壓縮空氣吹掉管內外的銅屑、雜物。
銅管加工常出現的問題
1、銅管在生產使用過程中經常出現的3大問題:
(1)銅管泄露
(2)銅管開裂
(3)彎管起皺、斷裂
2、銅管彎管中的問題
銅管焊接過程中,若操作不當極易發生虛焊、熔蝕和溶穿、過燒與燒穿等缺陷。虛焊是在兩器焊接過程中經常出現的質量問題,產生的原因主要有:
●擴口小,釬焊焊料不易進入,造成焊接不牢;
●焊接時加熱不均勻,造成部分釬焊焊料未被完全加熱熔化;
●焊接處銅管的表面有油、氧化物、殘碳等物質;
●焊料本身的質量問題。
致使焊料未能填滿套接接頭全長或不能完全將套接接頭全長焊接,造成泄露。熔蝕和溶穿造成泄露。
(EIAIWR200)漆包銅扁線-2-150x150.jpg)




尼龍復合漆包線-150x150.jpg)






